Slechte draadaanvoer is een veelvoorkomend probleem bij veel laswerkzaamheden. Helaas kan het een aanzienlijke bron van downtime en productiviteitsverlies zijn, om nog maar te zwijgen van de kosten.
Slechte of onregelmatige draadaanvoer kan leiden tot voortijdig falen van verbruiksartikelen, doorbranden, nestelen van vogels en meer. Om het oplossen van problemen te vereenvoudigen, kunt u het beste eerst zoeken naar problemen in de draadaanvoer en vervolgens naar de voorkant van het pistool gaan, naar de slijtdelen.
Het vinden van de oorzaak van het probleem kan soms ingewikkeld zijn, maar draadaanvoerproblemen hebben vaak eenvoudige oplossingen.
Wat gebeurt er met de voerbak?

Het vinden van de oorzaak van een slechte draadaanvoer kan soms ingewikkeld zijn, maar er zijn vaak eenvoudige oplossingen voor het probleem.
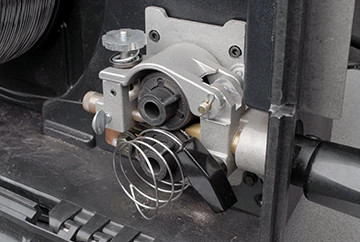
Als er sprake is van een slechte draadaanvoer, kan dit te maken hebben met verschillende componenten in de draadaanvoerunit.
1. Als de aandrijfrollen niet bewegen wanneer u de trekker overhaalt, controleer dan of het relais kapot is. Neem contact op met uw feederfabrikant voor hulp als u vermoedt dat dit het probleem is. Een defecte stuurkabel is een andere mogelijke oorzaak. U kunt de stuurkabel testen met een multimeter om te bepalen of een nieuwe kabel nodig is.
2. Een verkeerd geïnstalleerde geleidebuis en/of een verkeerde draaddoorvoerdiameter kunnen de boosdoener zijn. De geleidebuis bevindt zich tussen de stroompin en de aandrijfrollen, zodat de draad soepel van de aandrijfrollen naar het pistool kan worden gevoerd. Gebruik altijd de juiste maat geleidebuis, stel de geleiders zo dicht mogelijk bij de aandrijfrollen af en voorkom eventuele gaten in het draadpad.
3. Zoek naar slechte verbindingen als uw MIG-pistool een adapter heeft waarmee het pistool op de feeder wordt aangesloten. Controleer de adapter met een multimeter en vervang deze als deze defect is.
Kijk eens naar de aandrijfrollen
Het nestelen van vogels, zoals hier afgebeeld, kan het gevolg zijn als de voering te kort is afgesneden of als de voering de verkeerde maat heeft voor de draad die wordt gebruikt.
Het gebruik van de verkeerde maat of stijl lasaandrijfrollen kan een slechte draadaanvoer veroorzaken. Hier zijn enkele tips om problemen te voorkomen.
1. Zorg er altijd voor dat het formaat van de aandrijfrol overeenkomt met de draaddiameter.
2. Inspecteer de aandrijfrollen telkens wanneer u een nieuwe draadklos op de draadaanvoerunit plaatst. Vervang indien nodig.
3. Kies de stijl van de aandrijfrol op basis van de draad die u gebruikt. Gladde lasaandrijfrollen zijn bijvoorbeeld goed voor het lassen met massieve draad, terwijl U-vormige rollen beter zijn voor buisvormige draden – met gevulde draad of met metaalkern.
4. Stel de juiste aandrijfrolspanning in, zodat er voldoende druk op de lasdraad staat om deze soepel door te voeren.
Controleer de voering
Verschillende problemen met de lasvoering kunnen leiden tot onregelmatige draadaanvoer, maar ook tot brandwonden en vogelnesten.
1. Zorg ervoor dat de voering op de juiste lengte is afgesneden. Wanneer u de voering installeert en afwerkt, legt u het pistool plat neer en zorgt u ervoor dat de kabel recht is. Het gebruik van een voeringmeter is nuttig. Er zijn ook verbruikssystemen verkrijgbaar met voeringen, waarbij meten niet nodig is. Ze vergrendelen en zijn concentrisch uitgelijnd tussen de contacttip en de stroompin, zonder bevestigingsmiddelen. Deze systemen bieden een foutloze vervanging van de draadvoering om problemen met de draadaanvoer te elimineren.
2. Het gebruik van de verkeerde maat lasvoering voor de lasdraad leidt vaak tot problemen met de draadaanvoer. Kies een liner die iets groter is dan de diameter van de draad, zodat de draad soepel kan worden doorgevoerd. Als de voering te smal is, zal het moeilijk zijn om ze te voeren, wat kan leiden tot draadbreuk of nestelen van vogels.
3. Ophoping van vuil in de voering kan de draadaanvoer belemmeren. Dit kan het gevolg zijn van het gebruik van het verkeerde type lasaandrijfrol, wat kan leiden tot draadspaanders in de voering. Microboogvorming kan ook kleine lasafzettingen in de voering veroorzaken. Vervang de lasvoering als ophoping resulteert in een onregelmatige draadaanvoer. U kunt ook perslucht door de kabel blazen om vuil en puin te verwijderen wanneer u de voering verwisselt.

Close-up van een terugbranding van draad in een contacttip op een zelfbeschermd FCAW-pistool. Inspecteer de contacttips regelmatig op slijtage, vuil en puin om terugbranden te voorkomen (hier afgebeeld) en vervang de contacttips indien nodig.
Controleer op slijtage van de contacttip
Lastoevoegmaterialen vormen een klein onderdeel van het MIG-pistool, maar kunnen de draadaanvoer beïnvloeden, vooral de contacttip. Om problemen te voorkomen:
1. Inspecteer de contacttip regelmatig visueel op slijtage en vervang deze indien nodig. Let op tekenen van sleutelgaten, die optreden wanneer de boring in de contacttip na verloop van tijd langwerpig wordt als gevolg van de draad die erdoorheen wordt gevoerd. Let ook op ophoping van spatten, aangezien dit terugbranden en een slechte draadaanvoer kan veroorzaken.
2. Overweeg om het formaat van de contacttip die u gebruikt te vergroten of verkleinen. Probeer eerst één maat kleiner te nemen, wat kan helpen een betere controle over de boog en een betere voeding te bevorderen.
Aanvullende gedachten
Een slechte draadaanvoer kan een frustrerende gebeurtenis zijn bij uw laswerkzaamheden, maar hoeft u niet lang te vertragen. Als u nog steeds problemen ondervindt na het inspecteren en aanpassen vanaf de feeder, kijk dan eens naar uw MIG-pistool. Het is het beste om de kortst mogelijke kabel te gebruiken die de klus nog kan klaren. Kortere kabels minimaliseren het oprollen, wat tot problemen met de draadaanvoer kan leiden. Vergeet niet om de kabel ook tijdens het lassen zo recht mogelijk te houden. Gecombineerd met een aantal gedegen vaardigheden op het gebied van probleemoplossing, kunt u met het juiste pistool langer blijven lassen.
Posttijd: 01-jan-2023


